Several studies have been compiled regarding the corrosion performance of buried Copperweld® Copper-Clad Steel (CCS) conductors. These studies range from the early 1900’s with the invention of the Copperweld cladding process through the present day with studies performed by independent parties and in Copperweld’s in-house test facilities. The purpose is to present the available information so that prospective users of Copperweld CCS wire and strands can evaluate the corrosion resistance and expected performance within their specific application and area.
Copperweld uses oxygen-free copper to manufacture Copperweld CCS conductors. The copper surface of CCS is expected to oxidize and turn a color ranging from green (patination) to brown or black — the same as any solid copper wire or strand when exposed to environmental stimuli. Corrosion on exposed steel at the cut tip or end of the wire is also expected. The question to be answered is, will the corrosion on either material or the interface between the copper and steel (galvanic reaction) result in degradation of the wire, making it unsuitable for use as a grounding conductor?
The oldest known underground corrosion study of bimetallic material was performed in the early 1900’s as referenced in the report, “A Technical Report on the Service Life of Ground Rod Electrodes” by Chris Rempe1. This study focused on the corrosion behavior of Copperweld CCS underground rod as well as other materials such as copper and galvanized steel ground rods. The National Bureau of Standards (NBS) conducted an extensive underground corrosion study that involved 36,500 specimens which included 333 varieties of ferrous, nonferrous, and protective coating materials buried in 128 test locations throughout U.S. from 1910 to 1955.
The study summarizes the service life of a ground rod as following:
Similarly, the Naval Civil Engineering Laboratory in collaboration with the National Association of Corrosion Engineers conducted a seven-year program of testing metal rods for electrical grounding to determine the galvanic corrosion effect. The three metals tested were stainless-clad steel, copper-clad steel (CCS), and galvanized steel. The result on the .625-inch CCS ground rod was as expected. The copper surface of the CCS was virtually free of corrosion, and the steel core had corroded at the tip, approximately two inches down the length of the rod.
Copperweld, founded in 1915, is the inventor and sole manufacturer of Copperweld copper-bonded ground rods and Copperweld wire and strand. The corrosion behavior of a Copperweld ground rod is similar to the corrosion on Copperweld wire and strand conductor. Both materials consist of copper metallurgically bonded to a steel core. All Copperweld 40% CCS has a copper thickness of 10% of the overall diameter. For example, Copperweld® Century™ 4/0 (4Thought™) has a configuration of 19 strands of 0.1055-inch wires. It means that each strand has a copper thickness of 10.55 mils. Based on the NBS study, Century™ 4/0 will have at least a minimum service life of 40 years.
Copperweld has also conducted a five-year study of buried bare 21% conductivity (copper thickness is 3% of the diameter) Copperweld CCS in 10 different soil conditions in association with Southwest Research Institute2. The study reported 100% surface oxidation and various degrees of deterioration of the steel core as expected after five years. The exposed steel on the tip of the wire rusted and formed a 'scab', as shown in Figure 1. The rust appeared to 'seal-off' the un-oxidized material from the corrosive medium. The maximum depth of corrosion was 70% of the wire diameter.

Although the copper surface oxidation was heavy, the samples showed no signs of pits or holes in the copper cladding. The copper thickness of a severely oxidized five-year sample showed no discernible difference when compared to an un-oxidized control sample that was not subjected to the corrosive environment. The mechanical and resistance testing resulted in negligible differences between the five-year samples and the control samples. Thus, the oxidation had no discernible impact on the strength or electrical performance of the wire.
An accelerated corrosion study based on ASTM B117 was conducted on bare CCS and solid copper wires to evaluate copper surface corrosion. The wires were exposed to salt fog spray for 504 hours. As a result, corrosion on the CCS surface showed no significant difference as compared to the corrosion on the surface of the copper wire.
In February 2011, three separate sample strands of copper-clad steel were un-earthed and cut out from a substation built in Louisville, Kentucky. The conductors were 40% conductivity, Low Carbon Steel, Dead Soft Annealed, 7 No. 5 (231,613 circular mil) and were installed in 1962.
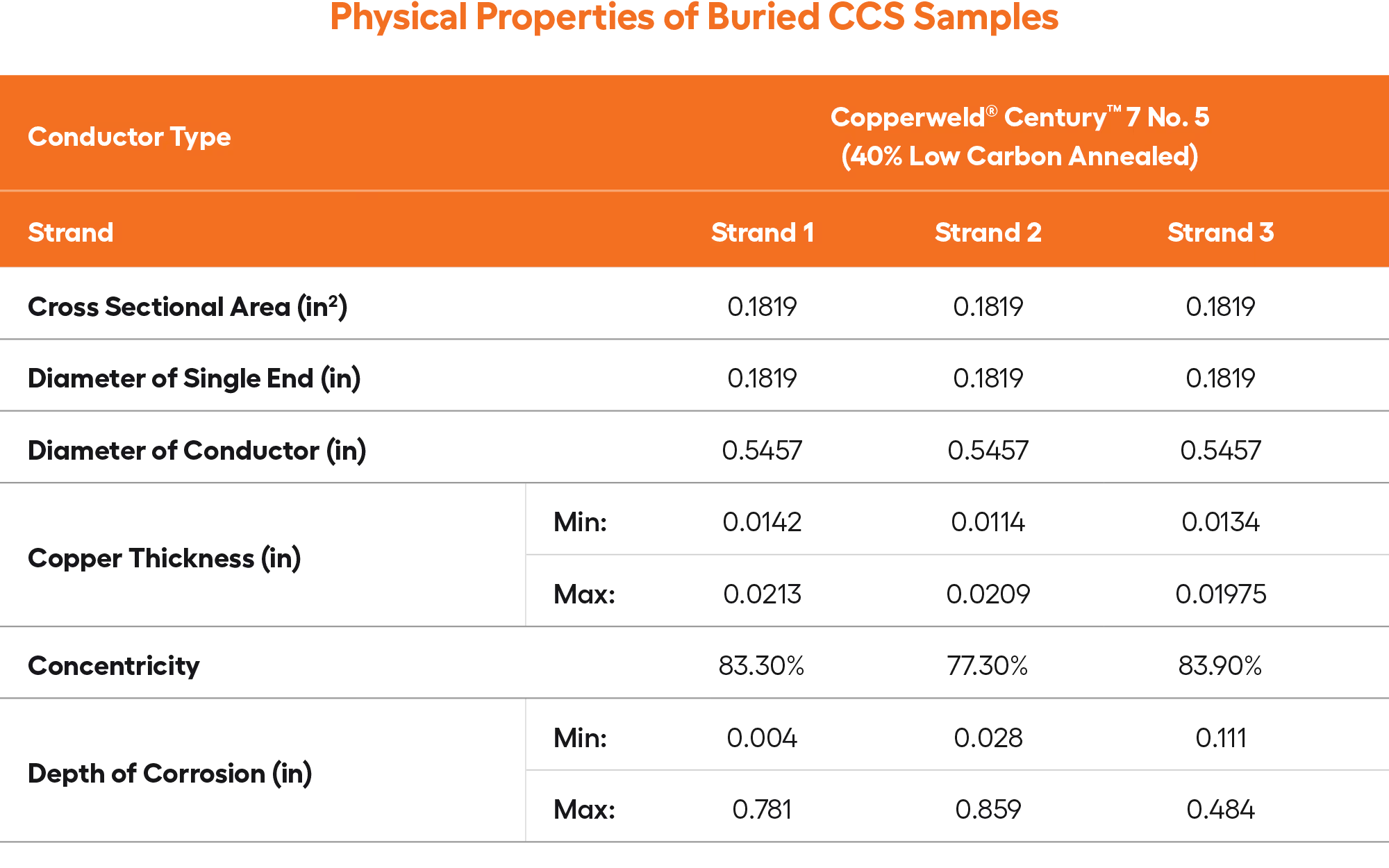
The 1962 conductors were manufactured by Copperweld with a nominal copper thickness of 10% of its diameter. Figure 3 shows the copper thickness ranging from 11.4 to 21.3 mils and the concentricity of the conductor averaged 81.5% (actual average thickness of copper exceeds 10% of diameter thickness requirement). Current manufacturing improvements yield concentricity of copper thickness above 85%.
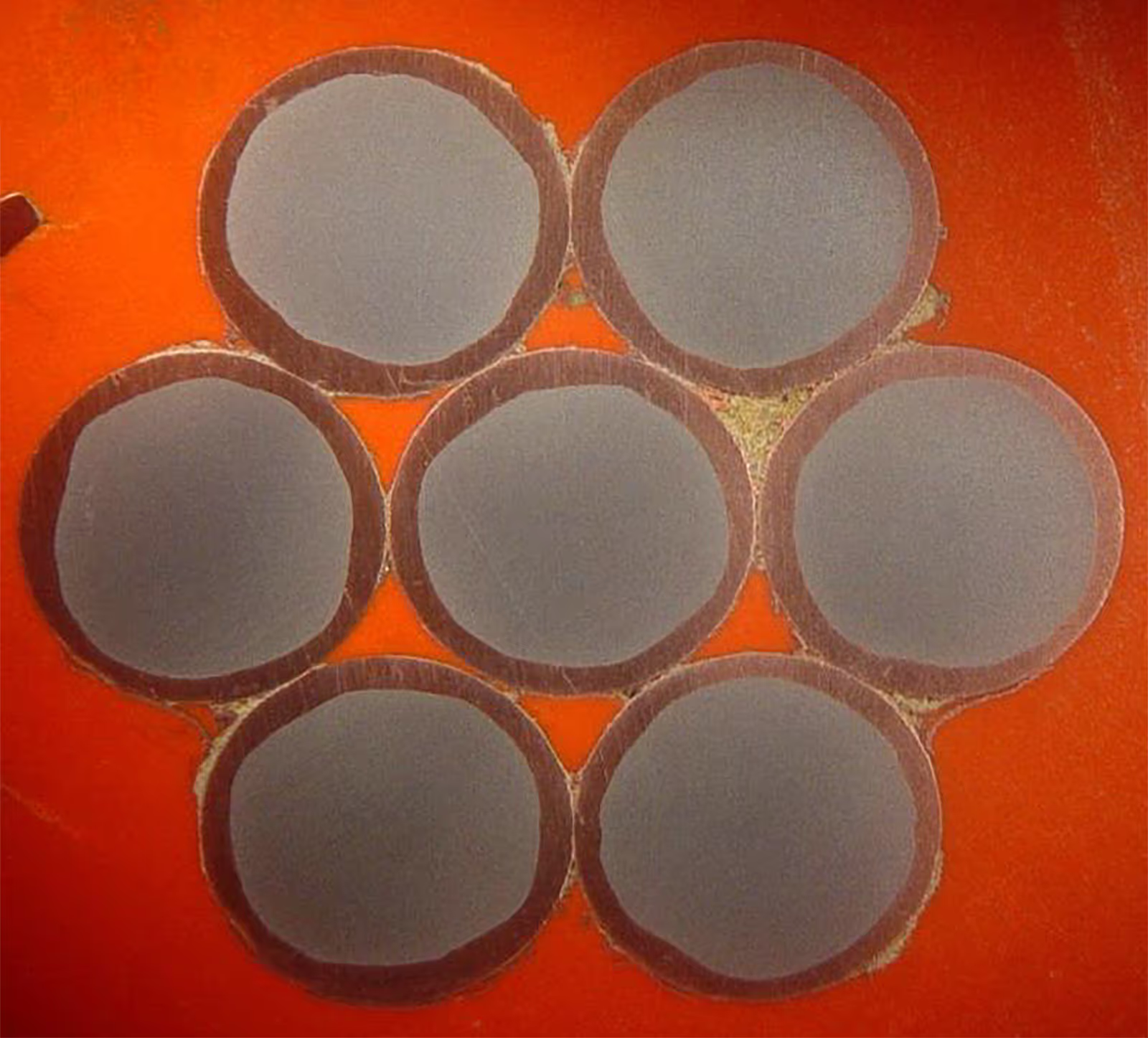
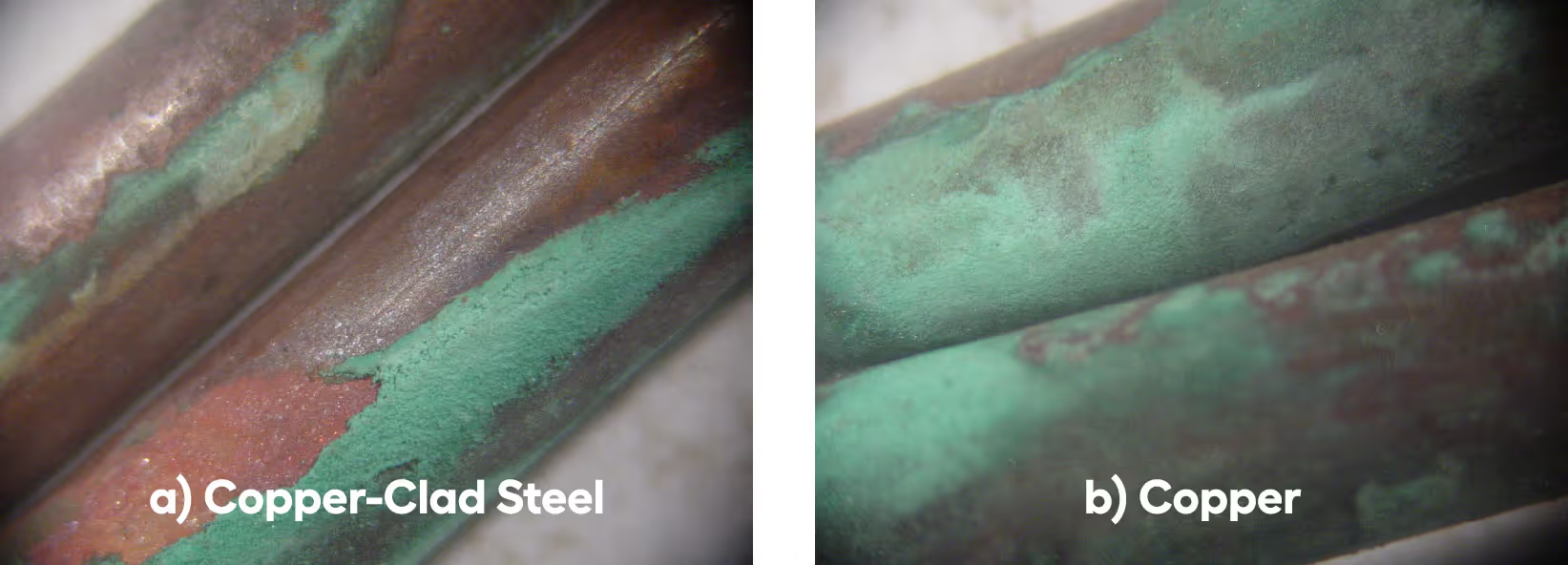
Figure 4a shows no visible corrosion observed other than oxidation and patination on the copper surface. At the ends of the wires, the corrosion occurred in the form of steel rust. The maximum depth of the corrosion is 0.859 inch with an average of 0.382 inch, as shown in Figure 4b.


From the corrosion studies described above, there has not been any galvanic corrosion at the interface of copper and steel reported or observed. The process of cladding for Copperweld ensures a metallurgical bond between the two metals. That metallurgical bond prevents any moisture from penetrating between the two metals precluding the corrosion process. Any propagation of corrosion on an area of exposed steel averages two times the diameter of the wire, and then stops. The corrosion rate of the copper surface is equivalent to that observed on standard solid copper wire and strand. Based on the results of these studies, it can be summarized that CCS can be expected to have a 50+-year service life as buried grounding conductors.
Copperweld's friendly sales team is ready to fill your order or help you select products to deliver the performance you need.
Follow us on your favorite social platforms:





Sign up for Copperweld news to learn about the latest industry updates, events, product releases, videos and technical documents.
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat. Duis aute irure dolor in reprehenderit in voluptate velit esse cillum dolore eu fugiat nulla pariatur.
Copperweld's friendly sales team is ready to fill your order or help you select products to deliver the performance you need.
Follow us on your favorite social platforms:
Sign up for Copperweld news to learn about the latest industry updates, events, product releases, videos and technical documents.